
联系人:李经理
手 机:13841512299
电 话:0415-8297789
传 真:0415-8297789
邮 箱:910166020@qq.com
网 址:www.hszyq.com
地 址:凤城市草河管理区保卫村
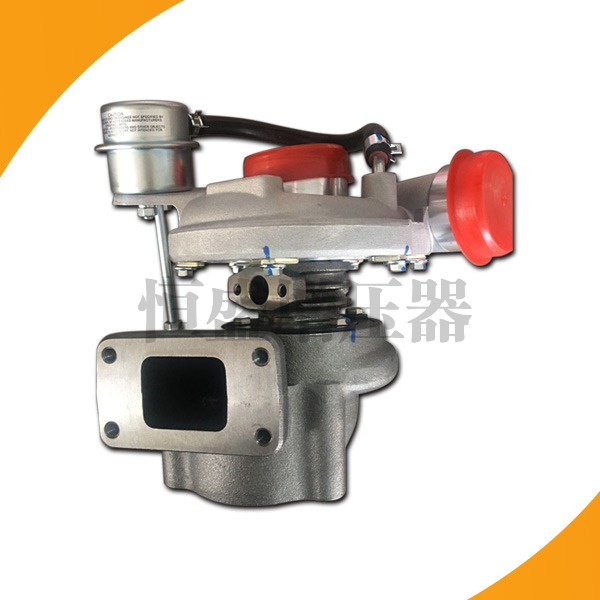
涡轮壳体材料为球墨铸铁(高镍奥氏体、铁素体球墨铸铁)。铸造工艺通常为消失模工艺、湿型砂工艺或树脂自硬砂工艺。
涡轮壳体是增压器整机的关键零件,其气道形状显著影响节能及尾气处理效果。根据其结构特点并综合考虑成本和质量要求, 消失模铸造是其生产工艺之一。涡轮壳消失模铸造的关键是其发泡模具的制造。由于其外形和气道形状均十分复杂, 采用传统的木模铸造工艺,难以保证发泡模具的质量;采用NC(Numerical control) 加工和电火花加工则周期长、成本高。为此,部分厂家在三维造型基础上,基于LOM模(Laminated 0b ject manufacturing, LOM又称叠层实体铸造) , 采用转移涂料铸造工艺,实现了涡轮壳发泡模具的快速制造。
目前薄壳球墨铸铁涡轮增压器涡轮壳铸造工艺采用中心分型,对于侧面透门不在一个平面不易分型的情况,在增压器配件工艺分析时采用曲面吊胎法,分型采用重要法兰面朝下,封闭底部多点式浇注系统;在三维模型设计基础上通过仿真模拟软件,选择模拟需要参数建立充型凝固过程模拟。

在造型采用常规呋喃树脂砂工艺的铸造企业;制芯利用三维模型设计、设计制作和使用与砂芯接近的专用芯骨,同时对气腔、水腔、油腔砂芯使用陶瓷丸砂(宝珠砂)加Pepset树脂/固化剂制作砂芯,芯骨周围的砂层强度达到1.2MPa以上,并按照芯盒内已经标记的位置放置专用排气通道。
熔化多采用中频炉;采用冲入法球化孕育;浇注温度1360~ 1390C,浇注时间2~3min。涡轮壳铸造也有采用湿型砂高压造型I艺和水平分型脱箱造型工艺方案,这要根据产品及技术储备情况而定。